-
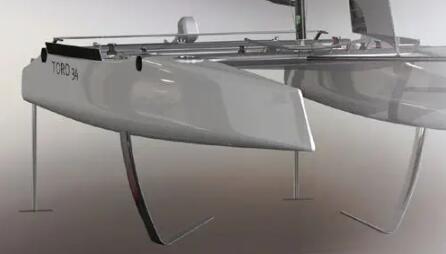
豪華私人船,多設(shè)施,,旅行探險
更多產(chǎn)品-
傳統(tǒng)型開放式運(yùn)動噴氣推進(jìn)充氣艇(半硬式多用途游艇小舢板)

-
多用途半硬式運(yùn)動噴氣推進(jìn)充氣艇(牽引式玻璃纖維游艇小舢板)

-
10人中央控制臺半硬式運(yùn)動噴氣推進(jìn)充氣艇(牽引式性能高)

-
3米開放式鋁制剛性龍骨運(yùn)動舷外充氣艇(安全舒適可折疊)

-
3米開放式RIB鋁制運(yùn)動舷外充氣艇(游艇小舢板耐用性高)

-
12米半定制高性能汽油雙引擎舷內(nèi)快艇(硬頂柚木甲板舷外追擊艇)

-
6人開放式側(cè)邊控制臺玻璃纖維RIB舷外充氣艇(柚木甲板)

-
5人半硬式游艇小舢板舷外充氣艇(開放式側(cè)邊控制臺)

-
14人多功能開放式側(cè)邊控制臺舷外充氣艇(半硬式玻璃纖維)

-
傳統(tǒng)型開放式運(yùn)動噴氣推進(jìn)充氣艇(半硬式多用途游艇小舢板)
-
快速水上運(yùn)動艇,,多用途
-
利用風(fēng)力的船,,多種用途
-
設(shè)備多樣,功能全面
-
多樣刺激,,樂趣無限
-
船只??康膱鏊O(shè)施齊備









































|
注塑機(jī)安全操作規(guī)程如下: |
| 6s管理內(nèi)容和標(biāo)準(zhǔn)是什么,? |
2022-12-20
|
查看詳情 >> |
| 大連哪個船廠好 |
2022-08-16
|
查看詳情 >> |
| 大連出國勞務(wù)公司哪家比較可靠,? |
2022-08-16
|
查看詳情 >> |